According to data from the World Business Council for Sustainable Development, over 1 billion tires reach the end of their service life globally each year. This equates to nearly 3 million waste tires requiring proper disposal daily. Without adequate management, these tires accumulate in landfills, causing environmental pollution, fire hazards, and a host of other issues.
Against this backdrop, tire shredding not only solves the waste tire disposal challenge but also generates substantial economic returns, making it an entrepreneurial choice with both environmental value and commercial potential. This article provides a detailed breakdown of the entire process for starting a tire shredding business from scratch, covering foundational knowledge, preliminary preparations, operational practices, equipment maintenance, and business expansion.

Tire shredding is a volume reduction technique primarily applied to end-of-life tires (ELTs) with tread depths below 1.6 cm (or 2/32 inch). Before shredding, whole tires are cut into manageable sections using a waste tyre cutting machine, which reduces load on shredders and improves processing stability. Specialized equipment then cuts these tire sections into smaller rubber fragments. This process effectively separates rubber, steel cords, fibers, and other components, laying the groundwork for subsequent recycling or reprocessing.
Currently, the combined shredding and grinding process is the most widely adopted method in tire recycling, handling 87.5% of the world’s end-of-life tires. This approach efficiently processes tires from all vehicle types—from standard passenger car tires to large off-road, mining, and heavy-duty vehicle tires—using appropriately scaled equipment.

Environmental Aspect: Safeguarding Ecology and Health
Reducing Landfill Pressure: 75% of a whole tire’s volume consists of voids. Direct landfill disposal not only wastes space but also occupies land long-term due to slow decomposition. Shredded tires significantly reduce volume, enabling efficient use of landfill space while preventing the release of toxic substances during burial.
Reducing Fire Risks: Stacked whole tires are highly flammable and release substantial harmful gases when burning. Shredded tires are safer to store and transport, greatly lowering fire hazards.
Advancing the Circular Economy: Materials separated through shredding—such as rubber, steel wires, and fibers—can be reused in production, reducing reliance on virgin resources and enabling resource recycling.
Improved Public Health: Accumulated waste tires attract pests, harbor mosquitoes in stagnant water, and spread diseases. Timely shredding eliminates these health hazards, creating safer communities.
Economic Benefits: Diverse Revenue Streams
Reduced Waste Disposal Costs: Compared to transporting and processing whole tires, shredded tires incur lower transportation costs and higher processing efficiency, significantly reducing waste management expenses for businesses.
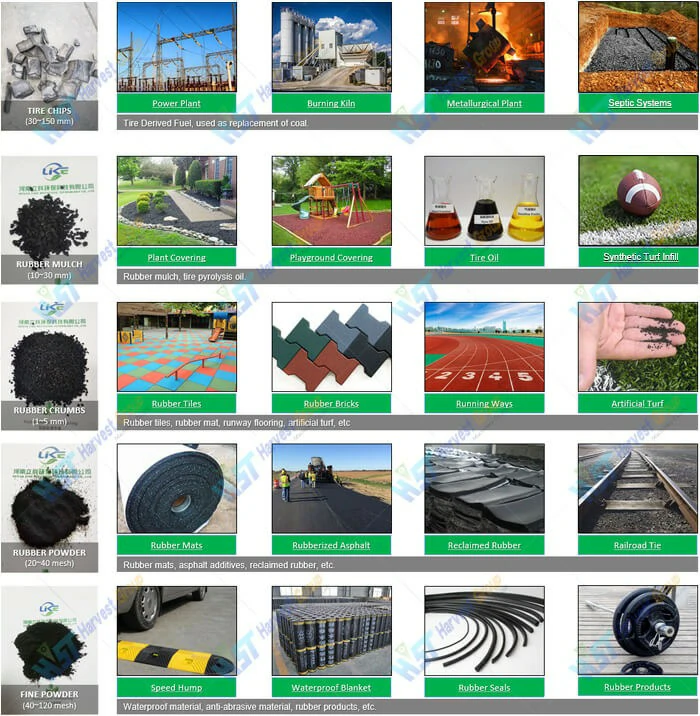
Resource Recovery Monetization: Recovered rubber can be used in rubber asphalt, sports flooring, footwear, and other products; steel wires can be recycled and re-melted, reducing energy consumption and carbon emissions in steel production. These recycled materials can be sold externally, generating stable revenue.
Expanding Energy Applications: Shredded tires can serve as Tire-Derived Fuel (TDF) for cement plants, power stations, and other facilities, replacing traditional fossil fuels. This approach is environmentally friendly and opens new profit avenues.
Market Research and Business Planning: Defining Direction and Goals
First, understand the volume of scrap tires generated in your region. Engage with local auto repair shops, tire retailers, and waste management companies to assess potential tire supply sources. For instance, if the area hosts numerous freight companies or large fleets, heavy-duty truck tire supply may be substantial, necessitating advance planning for suitable processing equipment.
Simultaneously, investigate local demand for recycled materials. Determine whether nearby cement plants or power stations require TDF. Identify whether rubber product factories or steel mills need recycled rubber and steel cord. This information directly impacts the business’s revenue structure.
Examine existing local tire shredding enterprises to understand their scope of operations, equipment capabilities, pricing strategies, and service gaps. For instance, some companies may only offer tire shredding without subsequent material sales, while others may lack capacity to process large heavy-duty tires. Identifying competitors’ weaknesses enables you to carve out a differentiated positioning—such as specializing in heavy-duty tire processing or providing “shredding + material sales” one-stop services.
Budget Planning: Clearly define expenditures for equipment procurement, facility leasing, personnel recruitment, raw material sourcing (scrap tire recycling may incur fees), and operational costs. Allocate funds reasonably to prevent cash flow disruptions.
Revenue Planning: Identify primary profit streams—such as scrap tire processing fees, sales of recycled rubber or steel cord, and TDF sales revenue. Estimate projected amounts for each and set phased profitability targets.
Compliance Planning: Tire shredding involves waste disposal. Research local environmental regulations beforehand to obtain waste disposal permits, environmental approvals, and other necessary documentation, ensuring lawful and compliant operations.
Tires are primarily categorized as pneumatic tires and solid tires, differing significantly in structural design and material composition. Pneumatic tires typically consist of a carcass ply layer, rubber tread, and airtight layer, offering elasticity and cushioning properties. Solid tires, with their monolithic rubber structure, provide superior load-bearing capacity and wear resistance. These characteristics result in significant differences in hardness and thickness between the two tire types, necessitating the selection of compatible shredding equipment for efficient processing.
Selecting Suitable Tire Shredding Equipment: Matching Business Needs Before choosing shredders, many businesses utilize a tire cutting machine to segment whole tires, especially large truck and OTR tires, into smaller pieces that fit standard shredders. Among various shredding solutions, dual-shaft or quad-shaft cutter roll shredders are ideal for processing both tire types. These machines utilize staggered alloy steel cutter rolls that generate high-speed rotational shear and tearing forces, effortlessly breaking down the resilient rubber and cord structures. Their unique dual- or quad-shaft design not only increases throughput per unit time but also allows precise control over particle size by adjusting roller speed and blade angles.
When processing pneumatic tires, the equipment effectively separates rubber, steel cords, and fiber cords. For the dense rubber layers of solid tires, it achieves uniform shredding, ensuring efficient recovery of all components. Additionally, these shredders incorporate magnetic separation units and screening systems to simultaneously remove metallic contaminants and classify particles during shredding, further enhancing the purity and quality of recovered materials.
For processing heavy-duty truck tires and large OTR tires, an OTR tyre cutting machine is recommended to pre-cut these oversized tires into pieces that can be efficiently fed into shredders. For operations involving substantial volumes of heavy-duty tires—such as truck tires or construction machinery tires—ensure the equipment possesses sufficient cutter roll strength and motor power to handle the shredding demands of high-hardness, large-volume tires.
Processing efficiency and shredding effectiveness form the core competitiveness of tire shredding operations, directly impacting operational costs and market responsiveness. During equipment selection, a comprehensive evaluation across three dimensions is recommended: processing capacity, shred size, and energy efficiency.
First, select equipment capacity based on anticipated business scale. For small-to-medium enterprises processing under 5,000 tons annually, prioritize medium-sized shredders handling 200–500 tires per hour. Such equipment typically operates at 75–132 kW, meeting initial demands while controlling capital investment.
Second, regarding shredding effectiveness, high-quality equipment should feature multi-stage crushing capabilities to produce particles ranging from 10 mm to 50 mm. These particle sizes meet diverse downstream needs such as rubber granule production and steel wire separation. Models equipped with intelligent screening systems are especially recommended, as they enable real-time monitoring of output particle size to ensure consistent crushing quality.
Third, energy efficiency is a critical metric. New eco-friendly shredders reduce unit energy consumption by 15% to 20% compared to traditional equipment through optimized rotor structures and motor configurations. This energy savings yields significant long-term operational cost reductions.
Equipment crushing precision should be selected according to the target product. For producing fine rubber powder for high-end rubber products, choose equipment with high shredding precision. For producing coarse rubber chunks for TDF, crushing precision requirements may be moderately reduced, but uniform particle size must still meet fuel usage standards.

Adjusting Key Equipment Parameters
Blade Gap Adjustment: Adjust the gap between the cutting rollers based on tire thickness and hardness. Excessively tight gaps may cause blade collisions and premature wear, while overly loose gaps reduce crushing efficiency and hamper effective separation of tire components. Multiple tests are required to determine the optimal gap value, balancing crushing efficiency and blade lifespan.
Rotational Speed Adjustment: For harder, thicker tires such as truck tires and construction machinery tires, appropriately reduce the equipment’s rotational speed to increase blade engagement force and ensure thorough shredding. For standard passenger car tires, moderately increase rotational speed to improve processing efficiency. Equipment speed can be adjusted by modifying the motor or inverter settings. Operators should familiarize themselves with the adjustment procedures before operation.
Comprehensive Equipment and Environment Inspection
Equipment Inspection: Thoroughly examine the electrical system for normal operation, checking for potential leakage or short circuits. Verify the flexibility of transmission components such as belts and gears, and inspect for looseness or damage. Ensure the shredding chamber is clean with no foreign objects remaining. Confirm that blades are sharp and securely mounted. Check screens for integrity, deformation, or blockage.
Peripheral Environment Inspection: Clear debris around the equipment to ensure sufficient operating space. Verify the feed inlet is unobstructed to prevent material jams. Ensure proper grounding of the equipment to prevent static electricity or leakage accidents. Install safety warning signs around the equipment, clearly demarcating the operating area and prohibiting unauthorized personnel from entering.
Conduct No-Load Trial Operation
Before processing tires, perform a no-load trial run of the equipment. After startup, observe whether the machine runs smoothly, paying attention to abnormal noise, vibration, or overheating. Check for coordinated operation of all components such as uniform rotation of the cutting rollers and proper drive transmission.
The no-load trial operation should generally last no less than 30 minutes. If no abnormalities are detected during this period, the equipment is ready for formal production. If abnormalities occur, immediately shut down the machine for inspection. After resolving the issue, repeat the no-load trial until the machine operates normally.

Real-Time Monitoring of Equipment Status: Promptly Identifying Issues
Pay Attention to Abnormal Equipment Noises: During normal operation, the machine should produce steady, uniform sounds. If unusual noises occur—such as sharp metallic grinding, dull thuds, or irregular vibrations—immediately shut down the equipment for inspection.
Common causes of abnormal noises include blade misalignment or collision due to deformed shafts, blade wear or breakage, bearing failure, loose or broken motor belts, or foreign objects such as metal fragments entering the shredding chamber. After identifying the cause, repair or replace damaged components. Restart the equipment only after the issue is thoroughly resolved.
Ensure Smooth Material Discharge: Poor material discharge is a common operational issue, typically caused by excessive feed rates or residue buildup in the shredding chamber. During feeding, control tire input speed based on the equipment’s processing capacity to prevent overloading.
Scrap tires may contain contaminants such as stones or embedded metals that can jam the discharge port and hinder material flow. If blockage occurs, immediately disconnect the power supply. Only after the equipment has completely stopped should you remove the obstruction. Never attempt to clear blockages with hands or tools while the machine is running to avoid accidents.
Standardize Feeding Procedures: Proper feeding methods are crucial for safe and efficient shredding. Employees must follow three core principles: steady placement, precise sorting, and assisted operations.
Steady Tire Placement: Tires must remain perpendicular to the inlet during feeding. Use both hands to adjust the tire angle, ensuring the tread fully contacts the platform. Avoid tilted placement, which may cause vibration or jamming. Implement the “three-point positioning method”: secure one side first, then adjust the remaining two points for stable feeding.
Strict Foreign Object Screening: Establish a dedicated pre-processing zone with metal detectors and manual sorting stations to remove debris such as rocks or metal chunks. Embedded metal objects like bolts can jam blades or damage screens. Display a “Prohibited Feed Items List” in operational areas to reinforce safety awareness.
Handling Large Tires: For oversized construction vehicle tires exceeding 1.2 meters in diameter or 200 kg in weight, use forklifts with tire clamps. Keep a safe distance of at least 1.5 meters from the feed inlet during operation, with a designated operator guiding the placement. Regularly inspect forklift braking systems and clamps.
Employees must be trained to shut down equipment immediately if abnormal noise, excessive vibration, or electrical faults occur. Establish reporting protocols and ensure operators know how to disconnect the power supply safely. For unresolved issues, contact the equipment manufacturer or professional maintenance personnel.
Require employees to wear complete safety gear during operation, including slip-resistant gloves, safety goggles, earplugs to reduce noise exposure, hard hats, and slip-resistant work shoes. These protective measures help prevent injuries caused by rubber fragments, wire cuts, loud noise, or dust inhalation.
Employees are strictly prohibited from approaching hazardous zones such as the cutting chamber or discharge port while the equipment is running. No hands, tools, or any body parts should be inserted into the machine to ensure personal safety.
The mixture produced after tire shredding contains rubber, steel wires, fibers, and other components. Specialized separation equipment such as magnetic separators and vibrating screens must be used to separate these materials effectively. Thorough separation is essential, as excessive steel wire residue in rubber lowers its market value, while rubber contamination in steel wires reduces steel recycling efficiency.
Regularly inspect separation equipment and adjust parameters to ensure the purity and quality of separated materials meet customer expectations.
Different customers have varying specifications for shredded tire particle size. For example, TDF (Tire-Derived Fuel) used in cement plants typically requires particles around 2 inches, while rubber product factories may require fine rubber powder below 0.5 inches.
During production, adjust shredding parameters such as blade clearance and rotational speed according to customer requirements. Screens must be used to ensure particle size uniformity. Regular sampling inspections should be conducted, and any non-conforming particle size should prompt parameter adjustments to avoid shipment issues.
Clear Residual Materials from Equipment: After each shutdown, remove residual rubber fragments, steel wires, fibers, and other debris from the shredding chamber. Accumulated residue can cause wear or reduce operational efficiency. Use dedicated tools to avoid damaging internal components.
Check Blade Screw Tightness: Blades endure significant impact force during shredding, causing blade screws to loosen over time. Inspect screw tightness daily and tighten any loose screws immediately to prevent blade detachment or equipment failure.
Ensure Motor Ventilation and Heat Dissipation: The motor generates substantial heat during operation. Ensure ventilation openings are free of dust or blockages, and avoid placing objects near the motor to maintain smooth airflow.
Check Blade Sharpness: Blade sharpness directly affects shredding efficiency and product quality. Inspect blades daily, and if dullness or chipping is found, sharpen or replace the blades promptly.
Clean the Equipment Surroundings: Keep the area around the equipment clean by removing rubber fragments, dust, steel wires, and other debris. A clean workspace prevents foreign objects from entering the shredding chamber and causing malfunction.
Replace Worn Blades: Establish a blade replacement schedule based on usage frequency and tire type. For equipment running at full capacity daily, blades may need replacement every 1–2 months. Follow manufacturer guidelines for installation and conduct trial operation afterward to ensure proper function.
Lubricate Bearings Weekly: Bearings in the drive system are subject to friction and wear. Apply appropriate lubricating oil to all bearings weekly to reduce friction loss and extend service life. Check for abnormal bearing noise or vibration after lubrication.
Inspect and Tighten Connection Components: Equipment vibration can loosen bolts, linkage points, and pipe joints. Conduct a comprehensive inspection monthly and tighten any loosened components to avoid performance degradation or safety hazards.
Adjust Conveyor Belt Tension: Over time, the conveyor belt may loosen and begin slipping, reducing material transport efficiency. Inspect belt tension monthly and adjust as needed to maintain reliable operation.
Check Hydraulic System Status: For machines equipped with hydraulic blade adjustment systems, inspect hydraulic oil levels, cleanliness, and leaks monthly. Refill or replace hydraulic oil based on the condition. Repair leaking seals or pipes promptly to maintain system stability.
Monitor Motor Operating Current: Motor current indicates equipment load. Abnormally high current typically signals overloading or internal mechanical issues. Measure the main motor current monthly and investigate abnormalities by checking feeding rate, blade wear, or internal blockages.
New equipment requires thorough maintenance during its initial operation period. All components undergo initial wear and require frequent inspection. Strictly follow daily and periodic maintenance procedures from day one.
Record operational data, maintenance activities, and abnormalities. Early-stage issues such as loose factory-installed components or parameter deviations can be identified and corrected through consistent documentation. This process helps operators understand equipment characteristics and establishes strong long-term maintenance habits.
Proper maintenance of new equipment extends overall lifespan, reduces failure rates, and ensures the continuous profitability of the tire shredding business.
Investors entering the tire recycling industry should closely evaluate local supply of waste tires, downstream product demand, environmental compliance requirements, and investment scale. Prioritize reliable equipment manufacturers with strong after-sales support to reduce operational risks. Begin with a manageable capacity and expand as market demand grows. Tire recycling is a long-term business with stable returns; success depends on equipment reliability, operational efficiency, and product quality.



