Modern tire recycling equipment operates on engineering principles such as shearing, impact cutting, aerodynamic separation, and magnetic extraction. Understanding these mechanisms helps investors and engineers evaluate machine quality, predict maintenance needs, and optimize plant efficiency.

A tire recycling line must separate rubber, steel, and fiber at the point when each material becomes easiest to break apart. This depends on blade geometry, torque stability, controlled material flow through cutting chambers, the level of steel liberation achieved, and airflow behavior inside separation systems.
For a complete flow-based explanation of the full process, see Tire Recycling Solutions.
All tire recycling machines operate based on three basic engineering mechanisms that determine how rubber, steel, and fiber behave under force.
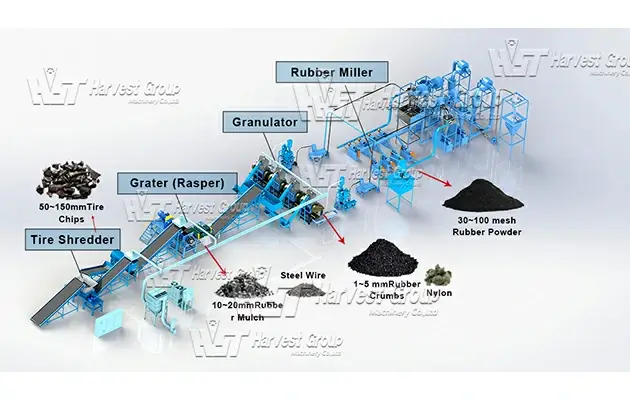
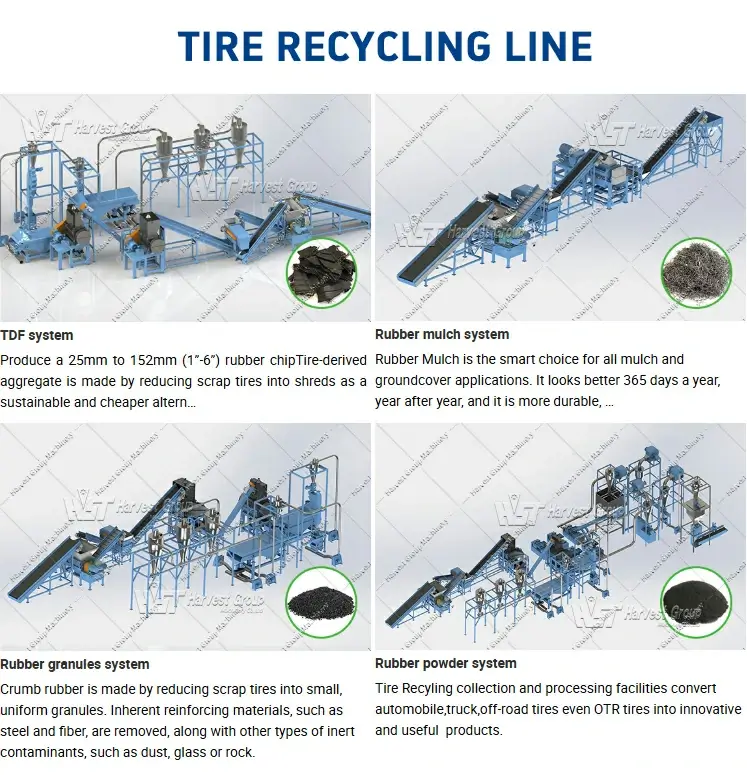
Low-speed, high-torque tearing applied along internal weak planes of rubber. This mechanism is essential for transforming whole tires into manageable chunks using a waste tire shredder machine.
High-speed rotor motion creates rapid fracture propagation, reducing rubber into smaller, more uniform particles inside a tyre granulators machine.
Differences in density and surface-area behavior allow textile fiber to remain suspended in airflow while heavier rubber particles fall.
A shredder does not cut rubber cleanly. Instead, the material undergoes compression, stretching, tearing, and discharge. This sequence determines output consistency and long-term equipment efficiency.
Gearbox specifications influence torque stability. Blade hook profile determines bite depth. Reverse-rotation logic prevents jamming under fluctuating loads.
For upstream equipment details, see Waste Tire Shredder Machine.
The primary function of a rasper is steel liberation. Rubber pieces from the shredder still contain embedded steel wire, and the rasper is designed to peel, loosen, and free this steel through accelerated cutting and repeated impacts inside a tyres rasper machine.
Rotor speed, knife angle, and screen design determine how completely steel is separated. Poor liberation increases wear and energy consumption in downstream machines.
A granulator does not rely on torque like a shredder. Instead, it uses high-speed impact and controlled cutting to produce consistent 1–4 mm crumb rubber as part of a rubber crumb production line.
Knife gap tolerance, knife angle, rotor balance, and screen selection collectively determine particle uniformity and energy efficiency.
Fiber removal depends on airflow physics rather than mechanical cutting. Lightweight textile fiber remains suspended in moving air while rubber granules fall due to higher density.
Airflow shape, drop height, and material distribution each contribute to separation purity.
Magnetic separation efficiency is determined by magnetic field strength, material layer thickness, conveyor speed, and the physical form of the steel wire. Straight wires are captured more easily than tangled or curled pieces.
Rubber powder production typically uses either a turbo mill or a cryogenic mill. Turbo milling relies on high-speed impact, while cryogenic systems freeze rubber into a brittle state for cleaner fracturing within a rubber powder production line.
For powder market reference, see Rubber Powder Applications.
A tire recycling line functions as a synchronized system in which each machine sets the rhythm for the next. The shredder determines upstream throughput, the rasper controls steel liberation, the granulator ensures particle uniformity, and separation systems determine final purity.
Key evaluation factors include blade metallurgy, heat treatment quality, torque behavior, overload protection logic, frame rigidity, screen life, and airflow stability in separation modules when choosing tire recycling equipment.
Understanding how tire recycling machines work at an engineering level enables buyers to identify stable, efficient equipment and avoid outdated or low-performance designs.
For complete system configuration, visit Tire Recycling Line.
