With landfill restrictions tightening and environmental regulations becoming stricter worldwide, tire recycling has rapidly shifted from a compliance requirement to a highly profitable business opportunity.
Global demand for tire recycling equipment is growing at over 15 percent annually. However, many new investors struggle with low returns due to poor equipment selection.
A tire shredding machine today is no longer just a crusher. It is the core of an entire recycling system that determines your product quality, operating cost, and overall profitability.
Based on over ten years of international project experience, this guide shares practical insights to help you choose the right solution and build a profitable tire recycling business.

Many beginners assume that buying a shredder is enough. In reality, a single machine cannot produce clean and marketable rubber.
After initial shredding, materials still contain steel wire and fiber contamination. Without proper separation, the final product cannot be sold at a competitive price.
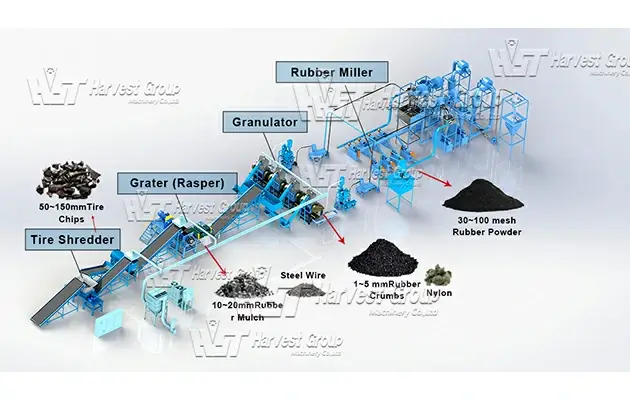
A profitable tire recycling setup typically includes:
Primary tire shredder for processing whole tires into 50–100 mm chips
tire rasper for separating rubber and steel
tire granulator for producing uniform rubber particles
Magnetic separator for removing steel wire
Fiber separator for improving product purity
A complete system can increase rubber purity to around 99 percent, improve product value by up to 30 percent, and reduce manual sorting costs significantly.
The most profitable segment in tire recycling is not standard passenger tires, but large off-the-road tires and mining truck tires.
These tires are more difficult to process but offer significantly higher recycling value, often several times higher than standard tires.
To handle these materials, equipment must provide:
High torque output to handle thick tire structures
Reinforced blade design to prevent damage during heavy-duty operation
Projects targeting large tires often achieve much higher margins and faster return on investment.
Residual steel wire is one of the biggest factors affecting rubber quality.
If separation is incomplete, the material can only be sold as low-grade filler. High-purity rubber, on the other hand, can be used for high-value applications such as rubber granules and powder.
A well-designed system combines a rasper and a high-efficiency magnetic separator to ensure near-complete steel removal.
Maintaining consistent magnetic strength and proper system calibration is essential to keep product quality stable over time.

Blade performance directly impacts machine lifespan, maintenance cost, and production stability.
Low-quality blades wear quickly, break easily, and produce uneven output, leading to frequent downtime and higher operating costs.
High-quality shredders use alloy materials such as DC53 or H13, combined with heat treatment and precision machining. Although initial investment is higher, long-term maintenance costs are significantly reduced.
Different shredding stages serve different purposes.
Processes whole tires
Reduces size to 50 to 100 mm
Further reduces material size
Produces uniform rubber chips
A combination of high-torque shredding and precision processing ensures both efficiency and product consistency, improving overall system performance.

Choosing capacity based only on maximum output often leads to problems.
If capacity is too high, equipment may remain idle and increase energy costs. If capacity is too low, production limits may result in lost business opportunities.
Typical configurations include:
Small operations around 500 kilograms per hour
Medium plants around 1 to 2 tons per hour
Industrial systems reaching up to 6 tons per hour
The right capacity should be based on local tire supply and expected demand.

Modern tire recycling systems increasingly rely on automation to reduce labor costs and improve operational stability.
Key features include PLC control systems, automated feeding, and overload protection.
Compared to manual operation, automated systems can reduce labor requirements by up to half while maintaining more consistent output quality.
Different output sizes correspond to different markets and profit levels.
Larger rubber chips are typically used as fuel. Medium-sized granules are widely used in landscaping and construction.
For higher value products, many investors choose a rubber mulch machine or advanced powder systems.
Choosing the right output size allows you to position your business in higher-value markets.

Environmental standards are becoming stricter in major markets including Europe, the United States, and the Middle East.
A compliant system should include dust collection, noise control, and proper waste handling.
Failing to meet environmental requirements can result in fines, shutdowns, and loss of business credibility.
Low-cost machines may seem attractive at the beginning, but they often lead to higher maintenance costs, unstable performance, and production losses.
Reliable suppliers should be evaluated based on project experience, manufacturing capability, and after-sales support.
Before purchasing, many buyers also compare tire shredder machine price to ensure long-term value rather than short-term savings.
Investing in a proven system helps avoid unexpected costs and ensures long-term stability.
Prices vary depending on capacity and configuration, generally ranging from 20,000 to over 500,000 USD
Most systems operate between 1 and 6 tons per hour depending on the design and material
Dual-shaft shredders can process whole tires without pre-cutting, while some systems may require initial size reduction
Common outputs include rubber chips, rubber granules, rubber powder, and recovered steel wire
Return depends on processing capacity, product value, and operating cost. A well-designed system can achieve payback within one year under stable supply conditions
Choosing the right system is the key to building a profitable tire recycling business.
HVST provides complete tire recycling solutions with capacities from small-scale operations to industrial production lines. Each project can be customized based on raw material, target output, and local market conditions.
Our services include system design, layout planning, ROI analysis, and technical support.
Contact us to discuss your project and receive a tailored solution.

The success of a tire recycling business depends on more than just buying a machine.
It requires a complete system that matches your material, market, and operational goals.
With the right configuration and strategy, tire recycling can become a stable and highly profitable business in the long term.
