
Replacing a set of tires can be expensive, and it’s natural for people to wonder: if an old tire still looks structurally sound, why can’t it be recycled into a new tire with the same strength and durability? As global sustainability efforts accelerate, this question has become increasingly important.
The answer lies in the chemical nature of vulcanized rubber and the limitations of current recycling technologies. These factors explain why modern tire recycling focuses on material recovery, not recreating new OEM-grade tires.
This article explores why old tires cannot be transformed into new ones, the science and technology behind this limitation, and the real value that tire recycling brings to the circular economy.
The Source of Tire Durability, and Also the Main Challenge
Modern tire manufacturing relies on the vulcanization process, where rubber reacts with sulfur and accelerators under heat and pressure to form a permanent molecular cross-linked structure. This structure acts like a skeleton, giving the tire its strength, heat resistance, and long service life—even under intense friction or high road temperatures.
However, once rubber has been vulcanized, this cross-linked structure cannot be reversed. Even if an old tire looks intact from the outside, the internal chemical structure is permanently fixed and can no longer return to the pre-vulcanized, moldable state required to produce new tires.
Road Wear Irreversibly Damages Rubber at the Molecular Level
As a tire is used, it experiences structural fatigue, oxidation, repetitive heat cycles, and continuous mechanical wear. These factors gradually break rubber molecular chains and weaken its essential properties. Industrial testing shows that the Shore A hardness of used rubber can drop by 15%–20%. These molecular breaks are irreversible, meaning the rubber’s core performance has permanently degraded.
In high-speed or safety-critical applications, even small reductions in elasticity or tensile strength may trigger blowouts or severe failures. For this reason, both major tire manufacturers and global regulators prohibit the use of 100% recycled rubber in passenger vehicle tire production.
What Devulcanization Attempts to Do
Devulcanization technologies aim to break the cross-linked structure of vulcanized rubber and partially restore its plasticity. Because of this, many people view devulcanization as a potential breakthrough for tire-to-tire recycling. However, today’s technologies cannot restore rubber to the quality required for manufacturing new tires.
Existing Devulcanization Methods and Their Limitations
Mechanical devulcanization uses shear forces and grinding to break chemical cross-links.
While simple in concept, it often damages reinforcement structures—such as tire cords—resulting in rubber with significantly weakened mechanical properties.
Chemical or enzymatic devulcanization uses selective reagents or enzymes to attack cross-links at the molecular level.
Although more precise, this method is expensive, energy-intensive, and still fails to fully restore original rubber elasticity, stability, and fatigue resistance.
Why Devulcanized Rubber Still Cannot Become New Tires
Even after devulcanization, recycled rubber is fundamentally different from virgin rubber in molecular arrangement and stability. It cannot meet the extreme performance requirements of new tires. At best, it can be used in low-speed applications, and even then, its service life remains notably shorter than that of virgin rubber products.
Modern tire recycling machines do not attempt to recreate new tires. Instead, they transform old tires into valuable raw materials used in numerous industries.
Standard Tire Recycling Process
Primary shredding reduces whole tires into 50–150 mm rubber chips and removes the steel bead.
Secondary granulation further processes the chips into 1–5 mm crumb rubber suitable for various industrial uses.
Steel separation uses strong magnetic systems to remove steel wires with 99.9% accuracy.
Fiber separation relies on air-flow systems to extract textile fibers, ensuring high-purity recycled rubber.
Advanced systems may also include:
Cryogenic grinding, producing ultra-fine rubber powder for rubber goods, coatings, and modifiers.
Pyrolysis, breaking rubber down into tire-derived oil, syngas, and recovered carbon black (rCB), greatly expanding the value of recycled tire materials.
Purity and Efficiency of Modern Recycling Equipment
High-end systems can achieve material purity levels of 98%–99%, ensuring that recycled rubber is clean, uniform, and ready for use in non-tire applications. This purity allows the material to directly serve industries such as sports flooring, building materials, and rubber manufacturing.

Recycled rubber may not return to the road as a new tire, but it plays an increasingly significant role in construction, industry, sports, and energy sectors.
Applications in Construction and Infrastructure
Rubberized asphalt improves elasticity, reduces cracking, extends road life by more than 30%, and lowers traffic noise.
Rubber-modified concrete enhances impact resistance, ideal for walkways and parking lots.
Civil engineering applications include roadbed filling, sound-absorbing pavements, drainage layers, and flood mitigation structures.
Applications in Sports and Recreation
Playground safety surfacing, using crumb rubber to cushion falls and reduce injury risks.
Athletic tracks, synthetic turf infill, and gym flooring, offering excellent elasticity and anti-slip performance.
Energy and Industrial Applications
Tire-derived fuel (TDF) provides an energy density 15%–20% higher than coal and is widely used in cement kilns and steel mills.
Pyrolysis oil and syngas serve as industrial fuels or chemical feedstocks.
Recovered carbon black (rCB) substitutes part of virgin carbon black in rubber and plastic production.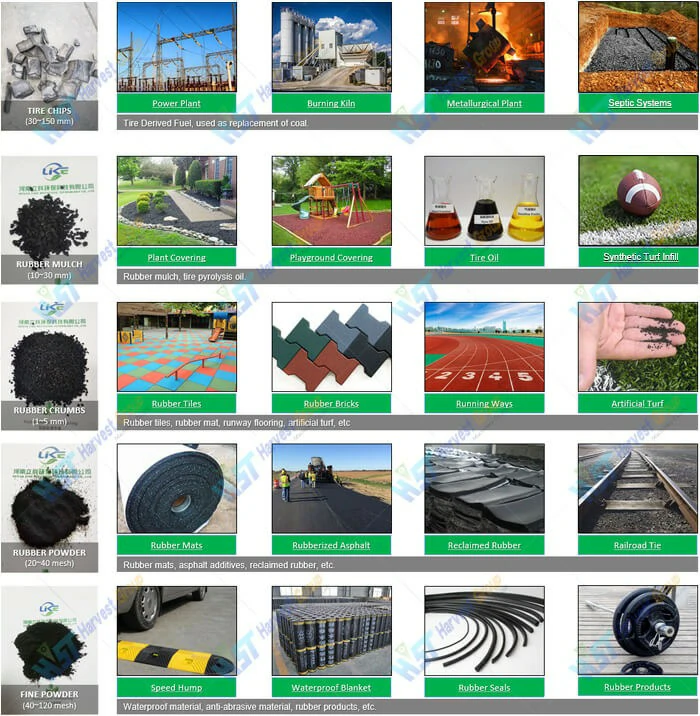
Is Rubber 100% Recyclable?
Rubber can be recycled, but it cannot be restored to its original virgin state. Mechanical and chemical recycling alter its structure, meaning recycled rubber is primarily suitable for secondary applications, not OEM tire production.
Core Limitations of Recycled Rubber
Lower elasticity and flexibility
Reduced tensile strength
Less structural stability and faster aging
Shorter product lifespan
Unsuitable for high-performance applications like new tires or aerospace parts
These limitations are why recycled rubber is widely used in non-safety-critical applications, such as flooring, mats, and industrial composites.
Current Industry Research
Major tire manufacturers, including Michelin and Pirelli, are investing in:
High-quality recycled carbon black (rCB) to reduce petroleum use
More precise devulcanization methods with lower energy consumption
Bio-based rubber blends using materials derived from dandelions, guayule, and other sustainable sources
These technologies may not enable full tire-to-tire recycling yet, but they significantly reduce the environmental footprint of tire manufacturing. For example, tires containing 30% rCB can reduce carbon emissions by up to 12% compared to conventional tires.
The Reality Today
Creating new OEM-grade tires entirely from recycled rubber remains technologically impossible—for now. The irreversibility of cross-linked molecules, performance loss during recycling, and strict safety standards all pose major barriers.
However, with better separation systems, more energy-efficient pyrolysis, and improved material purification, the recycling industry is steadily increasing the value extracted from every discarded tire.
Today’s technology cannot turn old tires into new ones with equal durability.
But modern recycling ensures that no old tire must end up in a landfill.
Instead, each tire can be reborn as:
Sustainable construction materials
Safe sports and playground surfaces
High-energy industrial fuels
Cost-saving industrial additives like rubber powder and recycled carbon black
In the circular economy, the goal is not to replicate the original product—it is to maximize value at every stage. Thanks to advanced recycling technologies, old tires now play meaningful roles in building safer infrastructure, powering industries, and reducing environmental impact.
Can any part of a discarded tire be used in new tire manufacturing?
Yes. Recycled carbon black can be used in non-critical areas of new tires, and tire steel can be fully recycled for industrial use.
Which recycling method is the most environmentally friendly?
Mechanical recycling consumes the least energy, while pyrolysis offers the advantage of producing fuel and chemical feedstocks. Each method serves different goals.



